- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Varnostni ukrepi za kalupe za iztiskanje aluminijastega profila - prvi del
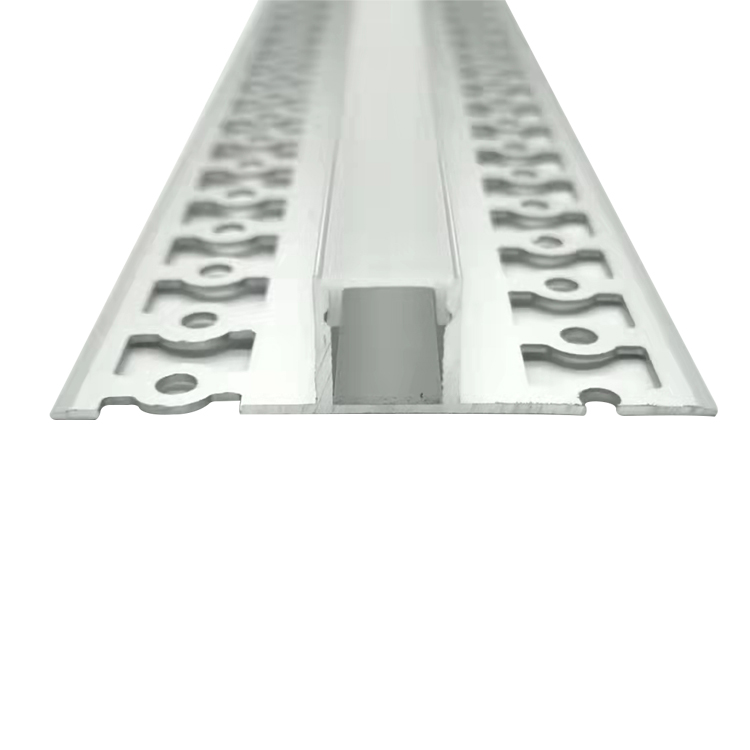
To je prvi del previdnostnih ukrepov zaekstrudiranje aluminijastega profilaplesni.
(1) Uporabite napredne instrumente za zaznavanje dimenzijske natančnosti, trdote in površinske hrapavosti kalupa na spletu in brez njega. Kalupi, ki so opravili pregled in prevzem, se evidentirajo in odložijo na police v skladišču. Pri uporabi vzemite ven delovni trak za luknje polirnega kalupa ter sestavite in preglejte vodilni kalup, profilni kalup in blazinico kalupa. Če se potrdi, da so pravilni, jih pošljite v stroj za segrevanje;
(2) Zahteve za temperaturo ogrevanja, preden se orodje za ekstrudiranje aluminijastega profila namesti na stroj: ekstruzijski sod: 400~450 ℃, ekstrudijska blazina: 350 ℃, matrica: 350~400 ℃, ravna matrica: 450~470 ℃, deljena matrica : 460~480℃, čas zadrževanja se izračuna glede na debelino kalupa (l,5~2 minute/mm);
(3) Čas segrevanja orodja za iztiskanje aluminijastega profila v peči ne sme preseči 10 ur. Če je čas predolg, bo delovni trak za luknjo zlahka zarjavel ali deformiran;
JE je tovarna, specializirana za LED profil za iztiskanje aluminija, za več podrobnosti glejte:
www.jeledprofile.com
Ali pa se obrnite na: sales@jeledprofile.com
Tel/Whatsapp/Wechat: 0086 13427851163


