- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

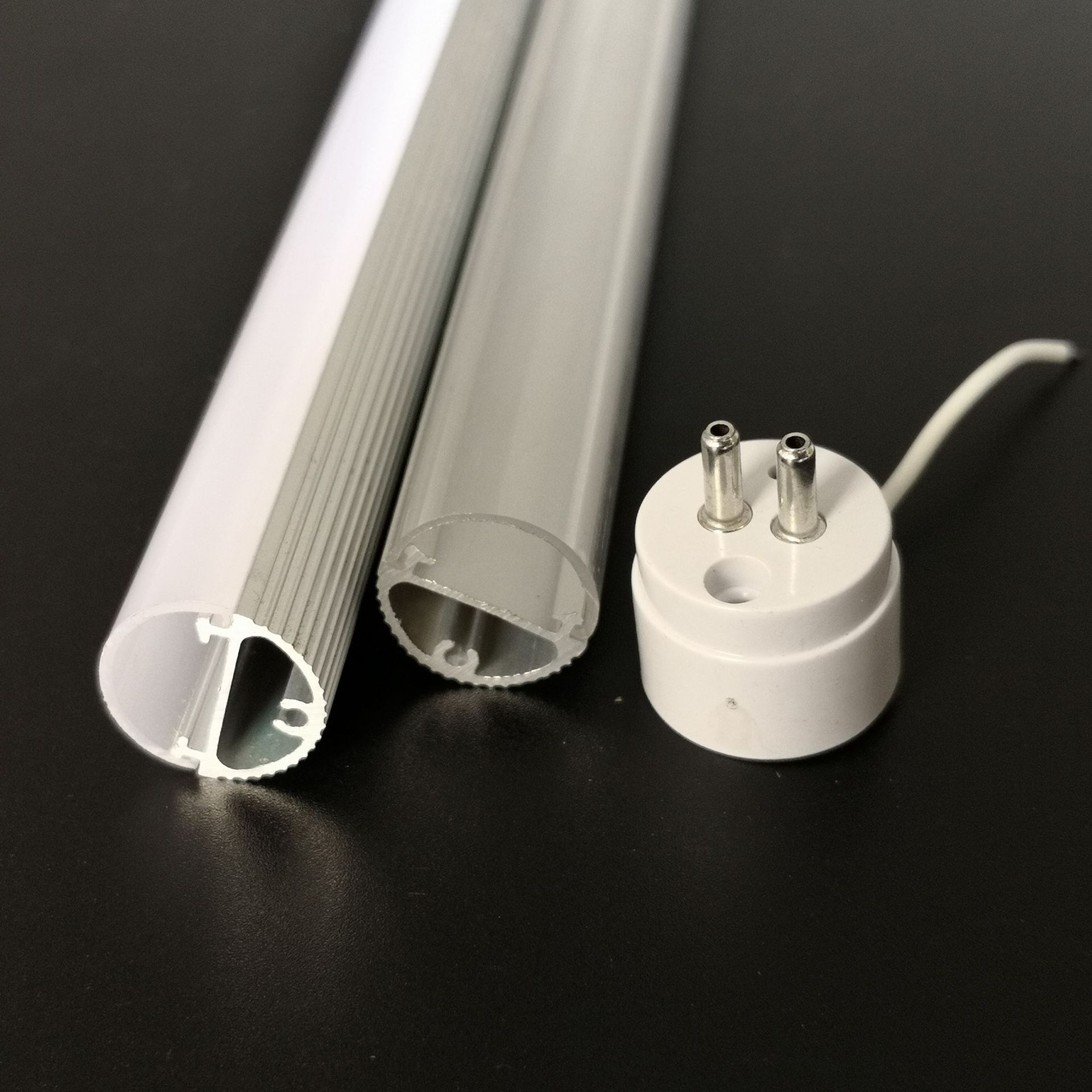
Zadeve, ki zahtevajo pozornost pred ekstruzijsko proizvodnjo aluminijastih profilov za ohišja LED cevi
Podjetje JE vsak dan na stroju iztisne veliko aluminijastih profilov. Vas zanima, kako naše podjetje zagotavlja kakovost in stabilnost ekstruzije aluminija? Pravzaprav je vsak korak postopka ekstrudiranja zelo pomemben. Danes vam bo urednik predstavil previdnostne ukrepe pred ekstrudiranjem aluminija našega podjetja JE:
(1) Uporabite napredne instrumente za zaznavanje dimenzijske natančnosti, trdote in površinske hrapavosti kalupa na spletu in izven njega. Kalupi, ki opravijo inšpekcijo in sprejem, se registrirajo, dajo v skladišče in postavijo na polico, delovni trak za poliranje luknje kalupa pa se odstrani, ko se uporablja, in preusmerjevalni kalup, profilni kalup in kalupna blazinica so sestavljeni in pregledan in poslan v stroj za ogrevanje, ko je potrjeno, da je pravilen;
(2) Določena je temperatura segrevanja orodja za ekstrudiranje aluminijastega profila in matrice pred strojem: ekstruzijski valj: 400–450 °C, ekstruzijska blazina: 350 °C, matrica: 350–400 °C, ravna matrica: 450– 470 °C, deljeni kalup: 460~480 , čas zadrževanja se izračuna glede na debelino kalupa (1,5~2 minuti/mm);
(3) Čas segrevanja orodja za iztiskanje aluminijastega profila in matrice v peči ne sme presegati 10 ur. Če je čas predolg, je delovni pas luknje za korozijo enostavno korodirati ali deformirati;
(4) V začetni fazi iztiskanja profilov iz aluminijeve zlitine je treba pritisk izvajati počasi, ker bo udarna sila verjetno povzročila blokiranje plesni. Če je kalup zamašen, nemudoma ustavite stroj, da preprečite zmečkanje delovnega traku rezalne luknje.
JE je tovarna, specializirana za proizvodnjo ohišij LED cevi, za več ohišij cevi si oglejte:
https://www.jeledprofile.com/led-tube-housing
Za več podrobnosti se obrnite na:prodaja@jeledprofile.com
Tel/Whatsapp/Wechat: 0086 13427851163


